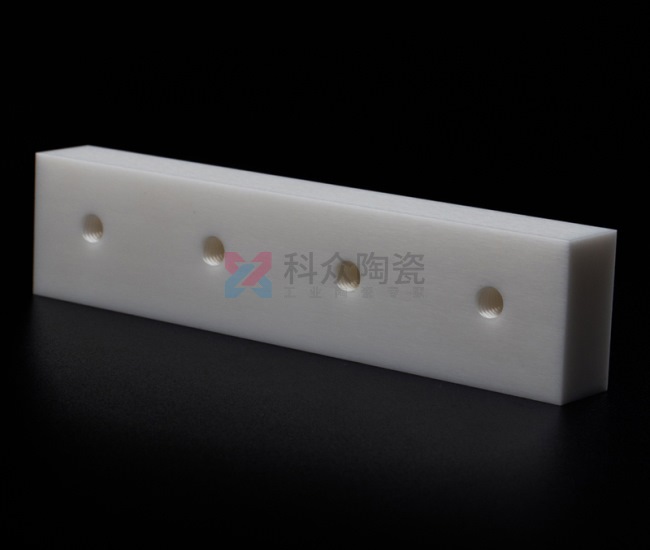
氧化鋯陶瓷鋼模壓制成型方法是最常用的成形方法由于氧化鋯陶瓷粉末顆粒之間,粉末與模沖、模壁之間的摩擦,使壓制壓力損失,造成壓坯密度分布的不均勻。氧化鋯陶瓷單向壓制時,密度沿高度方向降低。
為了改氧化鋯陶瓷善壓坯密度的分布,一方面可以改為雙向壓制(包括用浮動陰模),另一方面可以在氧化鋯陶瓷粉末中混人潤滑劑,如油酸、硬脂酸鋅、硬脂酸鎂、石蠟汽油溶液等。
氧化鋯陶瓷材料的壓制壓力一般為40~100MPa。模壓成形一般適用于形狀簡單、尺寸較小的氧化鋯陶瓷制品。隨著壓模設(shè)計(jì)水平和壓機(jī)自動化水平的提高,一些形狀復(fù)雜的氧化鋯陶瓷零件也能用壓制方法生產(chǎn)。氧化鋯陶瓷鋼模壓制易于實(shí)現(xiàn)自動化。
相關(guān)閱讀:
特種陶瓷材料的性能潛力主要表現(xiàn)在那幾個方面
氧化鋯陶瓷成形前的原料處理
特種陶瓷材料的化學(xué)鍵
中國陶瓷對世界文明的偉大貢獻(xiàn)
氧化鋯陶瓷的主要成形方法有哪些?
地址:http://m.sreenarayanakendra.org/jishu/140.html
本文“氧化鋯陶瓷鋼模壓制成型方法”由科眾陶瓷編輯整理,修訂時間:2022-12-16 16:39:31
科眾陶瓷是專業(yè)的工業(yè)陶瓷加工生產(chǎn)廠家,可來圖來樣按需定制,陶瓷加工保證質(zhì)量、交期準(zhǔn)時!
有疑問請點(diǎn)擊咨詢客服

- 上一頁:新型氧化鋯陶瓷與精細(xì)工藝研究成果
- 下一頁:氧化鋯陶瓷冷等靜壓制成型工藝介紹